
Nama : ……………………….
Kelas /No : ……………………….
Job :
Material : MS
Program Dir : Memory Card => UKCNC1718
No
|
Langkah kerja
|
Alat cekam / Alat bantu
|
Alat potong
|
N
|
F
|
Alat ukur
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1
|
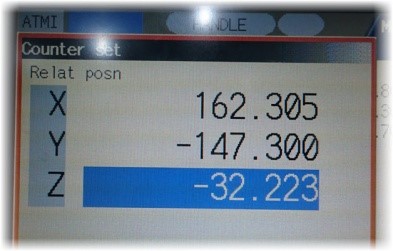
A. Setting Z
Tool
1. H1 untuk Ø20mm insert ? setting di meja dengan Z
center, counter set di setting Z = 0

2. Setting Z untuk Ø63mm face mill, setting di meja,
lihat nilai counter set sumbu Z, nilai input ke offset length pada tool no.2

3. Setting Z untuk Ø16mm HSS, setting di meja dengan Z
center. Lihat nilai counter set sumbu Z, inputkan pada offset tool no.3
4. Setting Z untuk drill Ø7mm, setting di meja dengan
Z center. Lihat nilai counter set sumbu Z, inputkan pada offset tool no.4

5. Setting Z untuk NC Ø8mm, setting di meja dengan Z
center. Lihat nilai counter set sumbu Z, inputkan pada offset tool no.5
 |
-
|
-
|
-
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2
|
A. Proses 1
1. Membuat Clamping Side.
Setting X0
& Y0 pada center dengan centerfix. Setting Z0 dengan Ø20mm insert top of
stock simpan di G54

2. Jalankan program 01-CLAMP.NC
|
Vise 4”
Centro Fix
|
EMC Æ20
Insert
|
2350
|
950
|
Vernier
Caliper
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.
|
B. Proses 2
Balik
benda kerja, setting dengan X0 & Y0 pada center benda kerja dengan
centerfix simpan di G54, kemudian setting Z0 pada permukaan bendakerja, dan
ditambah offset -1 mm simpan di G54
 
2. Ganti tool
dengan tool face mill Ø63mm,
3. Jalankan program 02-FACING-1mm
4. Ganti tool dengan endmill Ø20mm insert
5. Jalankan program 03-KONTUR
60x60
6. Jalankan program 04-DIAMETER36 feed override 50%
7. Jalankan program 05-DIAMETER44 feed override 50%
8. Ganti tool dengan endmill Ø66mm
HSS
9. Jalankan program 06-60x60FINISH
10. Jalankan program 07-diameter 44FIN
11. Ganti tool dengan NC Ø8mm
12. Jalankan program 08-PREDRILL4xD7
13. Ganti Tool dengan DRILL Ø7mm
14. Jalankan program 09-DRILL 4xD7
15. Lepas benda kerja, setting Z0 dengan endmill Ø20mm insert, setting
pada permukaan pararel block, lalu dikurangi -25

16. Pasang benda kerja kira-kira
ditengah,
ganti tool dengan facemill Ø63mm
17. Jalankan program 10-FacingT25
18. Debur di tanggem setting X0 & Y0 pada center benda kerja dengan
center fix

19. ganti tool dengan endmill
Ø16mm HSS
20. jalankan Program 11-DIAMETER47,5
21. Lepas benda, cekam pada tebal 25mm, Ø 44mm menghadap operator
22. Setting X0 & Y0 sesuai
jarak lubang

23. Setting Z0 pada permukaan
benda kerja dengan Ø20mm insert, lalu
ganti tool dengan NCØ8
24. input program 12-PREDRILLM8 dengan MDI ,lalu jalankan
N100 G21 G28 Z0.
N102 G0 G17 G40 G49 G80 G90
N106 G0 G90 G54 X0. Y0. S1145 M3
N108 G43 H5 Z5.
N110 G99 G81 Z-2. R5. F57.3
N112 G80
N114 M5
N116 G91 G28 Z0.
N118 G28 X0. Y0.
N120 M30
25. Ganti tool dengan Drill Ø7
26. Input Program 13-DRILLM8 pada MDI , Jalankan
N100 G21 G28 Z0.
N102 G0 G17 G40 G49 G80 G90
N106 G0 G90 G54 X0. Y0. S1136 M3
N108 G43 H4 Z5.
N110 G99 G83 Z-15. R5. Q2. F68.2
N112 G80
N114 M5
N116 G91 G28 Z0.
N118 G28 X0. Y0.
N120 M30
27. Lepas Benda Kerja, balik benda kerja, setting sumbu x saja ditengah
benda kerja
28. ganti tool dengan drill NCØ8mm, input program 12-PREDRILL lalu jalankan
29. Ganti Tool dengan drill Ø7,
input program 13-DRILLM8, jalankan
|
Vise 4”
Centro Fix
|
EMC Æ20
Insert
Face Mill Æ63
Insert
EMC Æ20
Insert
EMC Æ16 F
HSS
NC Æ8
TD Æ7
Face Mill Æ63
Insert
EMC Æ16
HSS
NC Æ8
|
2350
1250
2350
700
1000
1000
1250
700
1145
|
950
600
900
200
60
60
600
200
57
|
Vernier
Caliper
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||










Asesor
berhak menghentikan jalannya Asesmen Kompetensi jika :
— Peserta
mengabaikan ketentuan K3 selama pengujian di bengkel praktik.
— Kesalahan
pengesetan titik nol (referensi benda kerja) 2x.
— Melakukan
tindakan yang ceroboh selama pengesetan sehingga mengakibatkan kerusakan mesin,
alat potong dan alat bantu proses.
— Dalam
waktu 30 menit belum mulai proses start program
— Waktu
proses pengerjaan maksimal 120 menit.