1. Collet arbor.
alat pencekam ini adalah standar yang umum digunakan pada mesin frais digunakan untuk memasang cutter yang mempunyai gagang silindris lurus. collet yang umum digunakan pada mesin konvensional adalah colet tipe ER. ukuran diameter yang dapat dicekam oleh collet ini sesuai dengan ukuran diameter collet yang tersedia. rang ukuran bisa sampai diameter gagang 25 mm


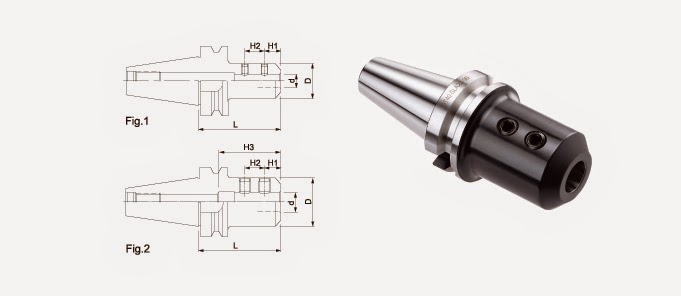
2. Quick Change arbor / Side Lock Arbor.
Alat cekam ini mempunyai cara kerja mengunci dari sisi samping gagang cutter, sama seperti collet arbor alat ini hanya untuk memasang cutter bergagang silindris lurussaja, adapun arbor ini hanya bisa digunakan untuk satu ukuran saja.
 3. Stub Arbor
3. Stub Arbor
Stub arbor digunakan untuk memasang cutter tidak bergagang tetapi mempunyai lubang, biasanya shell end mill, adapun ukuran standart lubang mulai diameter 17, 22, 27, 32 mm. pada bagian diameter tersebut terdapat alur pasang yang berfungsi mengunci gerakan cutter ketika penyayatan dan sebagai penerus daya putaran dari spindle mesin



alat pencekam ini adalah standar yang umum digunakan pada mesin frais digunakan untuk memasang cutter yang mempunyai gagang silindris lurus. collet yang umum digunakan pada mesin konvensional adalah colet tipe ER. ukuran diameter yang dapat dicekam oleh collet ini sesuai dengan ukuran diameter collet yang tersedia. rang ukuran bisa sampai diameter gagang 25 mm
Gambar Collet arbor tipe ER
Pemasangan Cutter pada arbor
Alat cekam ini mempunyai cara kerja mengunci dari sisi samping gagang cutter, sama seperti collet arbor alat ini hanya untuk memasang cutter bergagang silindris lurussaja, adapun arbor ini hanya bisa digunakan untuk satu ukuran saja.
Side lock arbor
Stub arbor digunakan untuk memasang cutter tidak bergagang tetapi mempunyai lubang, biasanya shell end mill, adapun ukuran standart lubang mulai diameter 17, 22, 27, 32 mm. pada bagian diameter tersebut terdapat alur pasang yang berfungsi mengunci gerakan cutter ketika penyayatan dan sebagai penerus daya putaran dari spindle mesin
Gambar stub arbor dan pemasangannya
4. drill chuck arbor
alat ini khusus digunakan untuk memasang mata bor / twist drill pada mesin frais. perlu diketahui alat ini tidak boleh untuk pemasangan cutter, karena drill chuck hanya mampu menahan beban aksial saja dan tidak bisa menahan beban lengkung