Roda gigi helik
Akan dibuat rodagigi dengan data sebagai berikut :
z (jumlah gigi) : 33 gigi
mn (modul normal) : 1,5 mm
β (sudut heliks) : 12°
Akan dibuat rodagigi dengan data sebagai berikut :
z (jumlah gigi) : 33 gigi
mn (modul normal) : 1,5 mm
β (sudut heliks) : 12°
Pada pengefraisan roda gigi helik
proses yang ditempuh tidak berbeda jauh dengan pengefraisan roda gigi lurus,
dari proses pembubutan dan persiapan alat potong sama, namun yang membedakan
ialah besarnya diameter kepala yang didapatkan dari perhitungan persamaan
Dk = Diameter Kepala = Dp + 2mn = mv.z + 2mn
keterangan :
mv = modul bayangan ( tergantung kemiringan heliks)
mv = mn/cos β
mv = 1,5 / cos 12°
mv = 1,5 / 0,978
mv = 1,533 mm
Dk = 1,533x33 + 2x1,5
Dk = 53,6 mm
Kemudian pada saat proses pengefraisan ada beberapa komponen mesin yang harus disetting terlebih dahulu seperti kemiringan kepala dan roda gigi pengganti. Pengefraisan roda gigi helik kali ini menggunakan material benda kerja dari polypropylen dengan kecepatan potong ditentukan 100 m/menit karena tergolong material lunak lenih lunak dari aluminum dengan kecepatan potong 100 m/menit untuk material alat potong HSS dilihat dari tabel kecepatan potong. Sesuai dengan perhitungan dari persamaan kecepatan potong putaran mesin yang digunakan adalah 1000 rpm. Laju pengumpanan sesuai dengan perhitungan dari persamaan feeding adalah 400 mm/menit dengan data laju pengumpanan dari tabel feeding. Karena dirasa terlalu cepat maka laju pengumpanan yang digunakan adalah 100mm/menit.
Dk = Diameter Kepala = Dp + 2mn = mv.z + 2mn
keterangan :
mv = modul bayangan ( tergantung kemiringan heliks)
mv = mn/cos β
mv = 1,5 / cos 12°
mv = 1,5 / 0,978
mv = 1,533 mm
Dk = 1,533x33 + 2x1,5
Dk = 53,6 mm
Kemudian pada saat proses pengefraisan ada beberapa komponen mesin yang harus disetting terlebih dahulu seperti kemiringan kepala dan roda gigi pengganti. Pengefraisan roda gigi helik kali ini menggunakan material benda kerja dari polypropylen dengan kecepatan potong ditentukan 100 m/menit karena tergolong material lunak lenih lunak dari aluminum dengan kecepatan potong 100 m/menit untuk material alat potong HSS dilihat dari tabel kecepatan potong. Sesuai dengan perhitungan dari persamaan kecepatan potong putaran mesin yang digunakan adalah 1000 rpm. Laju pengumpanan sesuai dengan perhitungan dari persamaan feeding adalah 400 mm/menit dengan data laju pengumpanan dari tabel feeding. Karena dirasa terlalu cepat maka laju pengumpanan yang digunakan adalah 100mm/menit.
Berikut adalah langkah proses yang
dilakukan di mesin frais.
1.
Persiapan mesin dan kepala pembagi
a.
Menentukan dan memasang roda gigi
pengganti
Untuk
menentukan roda gigi pengganti yang akan dipakai saat pengefraisan roda gigi
helik dapat dilakukan perhitungan panjang kisar dengan persamaan
 Keterangan:
Keterangan:
P = panjang kisar helik
D = diameter kepala roda gigi
β = sudut kemiringan heliks
kemudian panjang kisar hasil perhitungan disesuaikan dengan tabel roda gigi pengganti.


Dari hasil perhitungan dengan diameter kepala 53,6 mm dan kemiringan helik 12° sesuai dengan tuntutan gambar kerja sehingga dari perhitungan persamaan
P = 3,14x53,6 / tangen 12°
P = 792,1
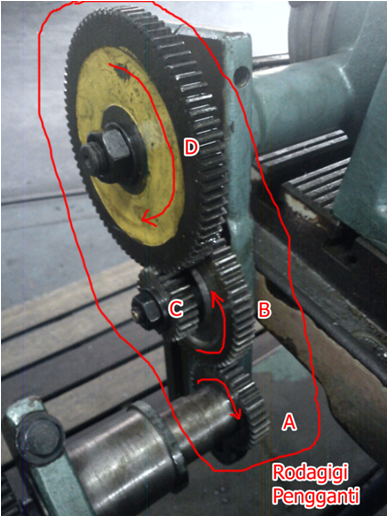
dari perhitungan persamaandiatas didapatkan panjang kisar 792,1 mm, Dari tabel roda gigi pengganti angka yang mendekati adalah 804,57 mm dengan susunan roda gigi pengganti adalah A = 35, B = 55, C = 25, D = 80.
Susunan penasangan roda gigi pengganti dapat dilihat pada gambar yang terdiri dari dua bagian yaitu roda gigi pengganti dan roda gigi perantara dengan susunan ratio roda gigi perantara 1:1. Arah putaran kepala pembagi diterntukan dari susunan roda gigi seperti ditunjukan pada gambar, jika menginginkan arah putaran searah jarum jam maka arah putaran roda gigi D juga harus searah ketika eretean sumbu X mesin diputar maju (searah jarumjam) demikian pula sebaliknya.

D = diameter kepala roda gigi
β = sudut kemiringan heliks
kemudian panjang kisar hasil perhitungan disesuaikan dengan tabel roda gigi pengganti.


Dari hasil perhitungan dengan diameter kepala 53,6 mm dan kemiringan helik 12° sesuai dengan tuntutan gambar kerja sehingga dari perhitungan persamaan
P = 3,14x53,6 / tangen 12°
P = 792,1
dari perhitungan persamaandiatas didapatkan panjang kisar 792,1 mm, Dari tabel roda gigi pengganti angka yang mendekati adalah 804,57 mm dengan susunan roda gigi pengganti adalah A = 35, B = 55, C = 25, D = 80.
Susunan penasangan roda gigi pengganti dapat dilihat pada gambar yang terdiri dari dua bagian yaitu roda gigi pengganti dan roda gigi perantara dengan susunan ratio roda gigi perantara 1:1. Arah putaran kepala pembagi diterntukan dari susunan roda gigi seperti ditunjukan pada gambar, jika menginginkan arah putaran searah jarum jam maka arah putaran roda gigi D juga harus searah ketika eretean sumbu X mesin diputar maju (searah jarumjam) demikian pula sebaliknya.


Gambar Susunan roda gigi perantara 1:1

Gambar Susunan roda gigi
pengganti.
b.
Menentukan jumlah putaran engkol dan
keping pembagi.
Sesuai
dengan tuntutan gambar kepala pembagi harus disetting untuk membuat pembagian
sebanyak 33 gigi, dengan persamaan
 dengan i = 40
dengan i = 40
dan tabel keping pembagai sebagai berikut
 dari persamaan maka jumlah putaran engkol adalah 1
putaran penuh ditambah 14 lubang pada keping pembagi 66 lubang. Penghitungan
penambahan lubang dapat dilihat pada gambar kemudian dibatasi dengan
pembatas lubang.
dari persamaan maka jumlah putaran engkol adalah 1
putaran penuh ditambah 14 lubang pada keping pembagi 66 lubang. Penghitungan
penambahan lubang dapat dilihat pada gambar kemudian dibatasi dengan
pembatas lubang.
Keping
1 depan = 24, 25, 28, 30, 34
Keping
1 belakang = 37, 38, 39, 41, 42, 43
Keping
2 depan = 46, 47, 49, 51, 53
Keping
2 belakang = 54, 57, 58, 59, 62, 66
atau dapat disesuaikan dengan keadaan pada mesin masing-masing

Gambar Jumlah lubang keping
pembagi
c.
Menentukan kemiringan spindel
Dalam
proses pengefraisan roda gigi helik spindel mesin harus mengikuti kemiringan
dari helik roda gigi. Untuk menentukan kemiringan spindel harus disesuaikan
dengan arah putaran helik, jika arah putaran helik searah jarum jam maka
kemiringan spindel juga harus diputar searah jarum jam dilihat dari dalam
spindel, seperti pada gambar jika dilihat dari depan spindel maka arah
putaran untuk kemiringan adalah berlawanan arah jarum jam untuk menghasilkan
arah putaran helik searah jarum jam. Besarnya sudut kemiringan didapatkan dari
perhitungan persamaan

dengan panjang kisar yang digunakan dalam perhitungan adalah panjang kisar yang ditentukan ketika itu. Pada proses kali ini panjang kisar adalah 804,57 mm sehingga kemiringan spindel adalah 11,96° searah jarum jam.

dengan panjang kisar yang digunakan dalam perhitungan adalah panjang kisar yang ditentukan ketika itu. Pada proses kali ini panjang kisar adalah 804,57 mm sehingga kemiringan spindel adalah 11,96° searah jarum jam.

Gambar Kemiringan spindel
d.
Setting nol alat potong.
Pemasangan
benda kerja seperti terlihat pada gambar yaitu dipasang dengan bantuan mandrel. Ketinggian alat potong disetting
center dengan sumbu kepala pembagi pada mata potong tengah seperti terlihat
pada gambar, dengan ketentuan yang disetting adalah mata potong yang
menghadap benda kerja atau searah dengan sumbu Y mesin


Gambar
setting center pisau frais
Proses
setting nol cutter dilakukan setelah benda kerja terpasang baik dan ditumpu
dengan center tailstock kepala pembagai, serta cutter sudah di setting center
dengan sumbu kepala pembagi, cara setting nol seperti dijelaskan pada
pengefraisan roda gigi lurus.
2.
Proses penyayatan
Proses
penyayatan seperti ditunjukan pada gambar urutan proses
sama dengan pengefraisan roda gigi yaitu penyayatan pengasaran denngan
kedalaman 3mm satu kali sayat sampai 33 kali penyayatan sesuai jumlah gigi dan
penyayatan penghalusan dengan kedalaman 0,25 mm sehingga total kedalaman 3,25
sesuai dengan tinggi gigi hasil perhitungan.


Gamabar penyayatan pengasaran


Gambar Penyayatan penghalusan
3.
Roda gigi hasil pengefraisan.
Roda
gigi yang sudah selesai dibuat dilepas dari mandrel dan dibersihkan dari beram
yang menempel. Pada gambar terlihat roda gigi yang sudah selesai
dikerjakan.

Gambar roda gigi hasil
pengefraisan